

1. Introduction
Urea is one of the most widely used nitrogen fertilizers in the world. It contains about 46% nitrogen, making it the highest nitrogen-content solid fertilizer available commercially. Urea is essential for agricultural productivity and is used globally to improve crop yield and soil fertility.
The industrial production of urea is based on the reaction between ammonia (NH₃) and carbon dioxide (CO₂) under high pressure and temperature. These raw materials are typically sourced from natural gas-based ammonia plants.
Modern urea plants operate as continuous chemical process plants with recycling loops, high-pressure synthesis systems, and advanced purification technologies.
2. Raw Materials for Urea Production
The production process requires two main feedstocks:
2.1 Ammonia (NH₃)
- Produced from natural gas via steam reforming
- Combined nitrogen and hydrogen in Haber-Bosch process
- Highly purified before entering urea synthesis
2.2 Carbon Dioxide (CO₂)
- By-product of ammonia plant (from reforming section)
- Captured, compressed, and fed to urea plant
2.3 Utilities
- Steam (high pressure & low pressure)
- Cooling water
- Electricity
- Instrument air and nitrogen
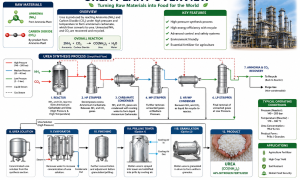
3. Overall Urea Manufacturing Process Flow
Below is a simplified text-based flow diagram of the urea plant:
Natural Gas
↓
Steam Reforming Unit
↓
Ammonia Synthesis (NH₃ Plant)
↓
Ammonia Storage & Compression
↓
CO₂ Recovery from Reforming Section
↓
CO₂ Compression Unit
↓
High Pressure Urea Reactor
↓
Carbamate Formation
↓
Urea Formation
↓
Stripping Section (NH₃ & CO₂ Recovery)
↓
Recycling Loop (Back to Reactor)
↓
Vacuum Evaporation System
↓
Urea Melt Production
↓
Prilling Tower / Granulation Unit
↓
Cooling & Screening
↓
Storage & Bagging
↓
Final Urea Fertilizer Product4. Detailed Process Description
4.1 Ammonia Production Unit
The urea plant is usually integrated with an ammonia plant.
Key Steps:
- Natural gas (CH₄) is desulfurized
- Steam reforming produces hydrogen (H₂)
- Nitrogen (N₂) is separated from air
- Haber-Bosch reaction produces ammonia:
Conditions:
- Pressure: 150–300 bar
- Temperature: 400–500°C (in reforming section)
Ammonia is then cooled, liquefied, and stored for urea synthesis.
4.2 Carbon Dioxide Recovery
CO₂ is obtained from:
- Steam reformer flue gas
- Shift conversion section
Processing steps:
- Gas purification
- Compression (to high pressure ~140–200 bar)
- Cooling before reactor feed
4.3 Urea Synthesis Section (Core Reaction)
This is the heart of the plant.
Step 1: Carbamate Formation
Ammonia reacts with CO₂:
This forms ammonium carbamate, an intermediate compound.
Step 2: Urea Formation
Carbamate dehydrates to urea:
Overall Reaction:
4.4 High Pressure Reactor Section
Operating Conditions:
- Pressure: 140–250 bar
- Temperature: 170–190°C
Process Description:
- Ammonia and CO₂ enter reactor
- Carbamate forms instantly
- Partial conversion into urea occurs
- Mixture exits as urea, carbamate, ammonia, water
The conversion is not complete (about 60–70%), so recycling is required.
4.5 Stripping Section (Recovery System)
Unreacted gases are separated using a stripping process.
Purpose:
- Recover unreacted NH₃ and CO₂
- Improve efficiency
- Reduce raw material loss
Types of stripping:
- CO₂ stripping
- NH₃ stripping
Recovered gases are recycled back to the reactor.
4.6 Carbamate Condensation & Recycle Loop
Recovered gases are:
- Condensed into ammonium carbamate
- Returned to reactor feed system
This recycle loop significantly increases plant efficiency and reduces operating cost.
4.7 Vacuum Evaporation Section
The reactor outlet contains:
- Urea solution
- Water
- Traces of ammonia and carbamate
Process:
- Multi-stage vacuum evaporation
- Water removal under reduced pressure
- Concentration of urea solution
Output:
- Urea melt (99.6% pure approx.)
4.8 Prilling Tower / Granulation Unit
This is where final solid urea is formed.
Option 1: Prilling Tower
- Molten urea sprayed from top
- Droplets fall in air counter-current flow
- Solid spherical prills formed
Option 2: Granulation (Modern Plants)
- Better particle size control
- Lower dust formation
- Higher product quality
4.9 Cooling, Screening & Coating
After solid formation:
- Urea is cooled
- Screened for size uniformity
- Coated with anti-caking agents (optional)
4.10 Storage and Bagging
Final steps:
- Stored in silos or warehouses
- Packed in bags (50 kg standard)
- Loaded for transport and distribution
5. Process Control & Instrumentation
Modern urea plants use advanced automation systems:
Key control parameters:
- Reactor pressure and temperature
- NH₃/CO₂ ratio
- Stripper efficiency
- Evaporator vacuum level
- Prill tower air flow
Control systems:
- DCS (Distributed Control System)
- PLC systems
- Online analyzers
6. Energy and Efficiency Considerations
Urea production is energy-intensive.
Optimization methods:
- Heat recovery from exothermic reactions
- Efficient steam usage
- CO₂ recycling
- High-pressure heat integration
Efficiency target:
- Conversion efficiency > 85% overall (with recycle)
7. Environmental Considerations
Urea plants must manage emissions:
Potential emissions:
- Ammonia vapor
- CO₂ release
- Wastewater with nitrogen compounds
Control methods:
- Scrubbers for ammonia recovery
- Closed-loop systems
- Effluent treatment plants (ETP)
8. Safety in Urea Plants
Due to high pressure and toxic gases:
Safety systems:
- Pressure relief valves
- Gas leak detection
- Emergency shutdown systems (ESD)
- Fire protection systems
Hazards:
- Ammonia toxicity
- High-pressure explosion risk
- Corrosive carbamate solutions
9. Applications of Urea
- Fertilizer in agriculture
- Feedstock for chemical industry
- Diesel exhaust fluid (DEF / AdBlue)
- Resin and plastic production
10. Conclusion
The urea manufacturing process is a highly integrated chemical engineering system involving ammonia synthesis, CO₂ recovery, high-pressure reactions, recycling loops, and solidification processes. The key to efficient operation is maximum recycling, high conversion efficiency, and precise process control.
Modern plants are designed for:
- High production efficiency
- Low environmental impact
- Continuous automated operation
Urea remains a critical product for global agriculture and food security.
Leave a comment